

联系我们

DN600球墨铸铁管启东规格
发布时间:2024-07-06 18:39:04 浏览次数:1 公司名称:[铜川]格瑞管业
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
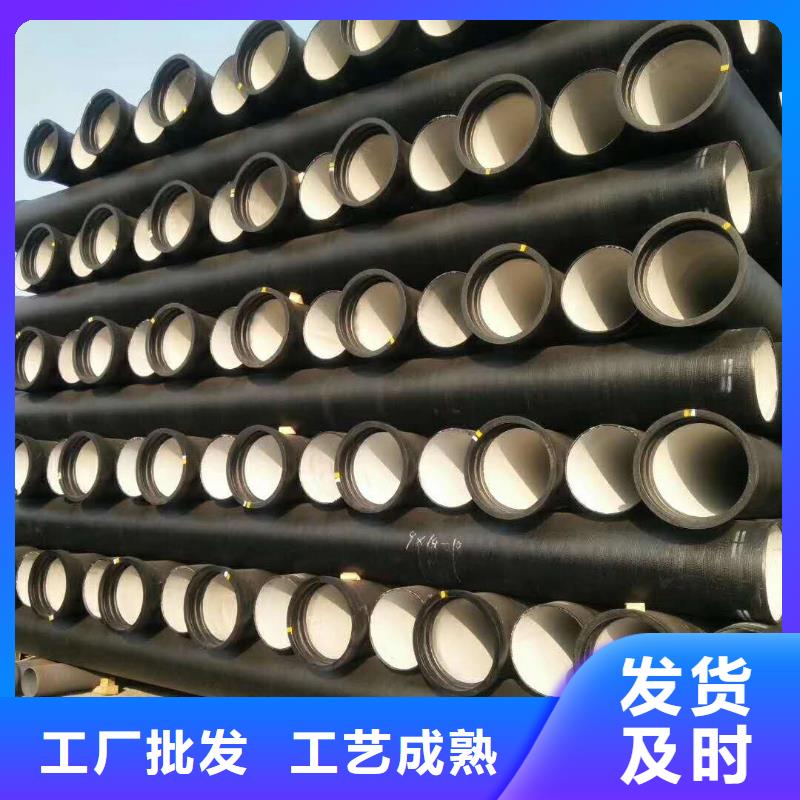








铜川球墨铸铁管采用推入式胶圈柔性接口,也可用法兰接口,施工安装方便,接口的水密性好,适应地基变形的能力及抗震效果都较好。小于DN1000的铜川球墨铸铁管,设计和施工都有成熟的经验。作一般用途和饮用水输送的硬聚氯乙烯管的优点是,可采用橡胶圈柔性承插接口,其抗震及水密性较好、不易漏水,既提高了施工效率,又可降低施工费用。但性脆,相对机械强度较低,不抗撞击,易老化,耐久性差,耐热性差,使用温度较低, 不超过60℃。管材的膨胀系数较大,用作长距离管道时,需考虑温度补偿措施,如伸缩节和活络接口。具有优良的化学稳定性,重量轻,耐腐蚀不生锈,内表面光滑,对流体的阻力小,水力条件好,不易积垢堵塞,加工安装方便。
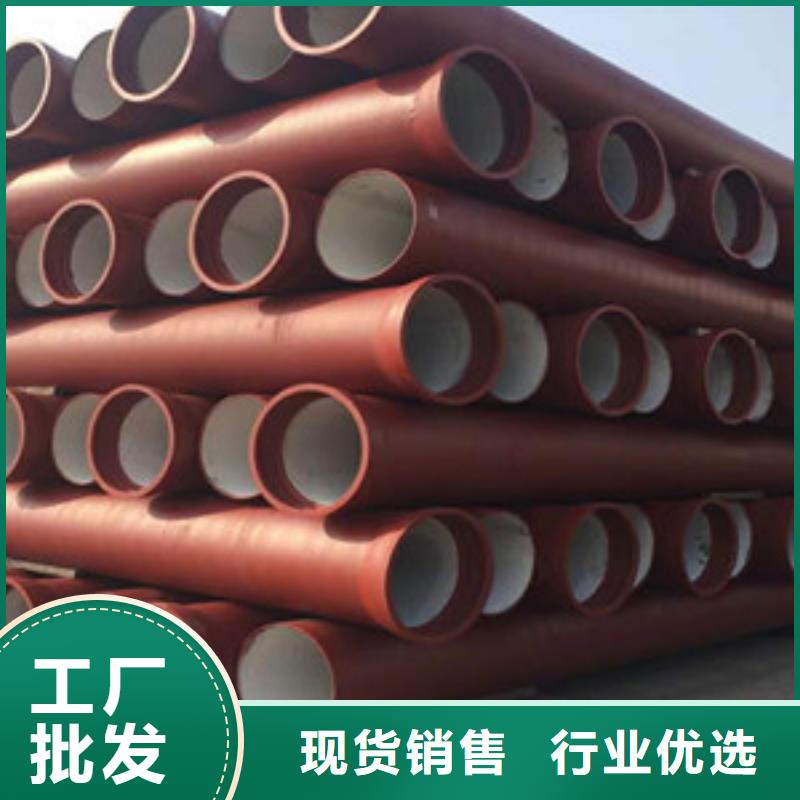
铜川球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水铜川球墨铸铁管,安全的运输管道。接下来我们来说一说给水铜川球墨铸铁管连接方式问题型内孕育有多种方法,由于给水铜川球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。 
铜川球墨铸铁管和混凝土管脆性大、承压能力低,一旦土壤承载力发生变化,管道水泥接口极易变形,导致爆管,影响城市供水。对做好切开标志的铜川球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着做好的标志将铸管切开。碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 铜川球墨铸铁管和混凝土管脆性大、承压能力低,一旦土壤承载力发生变化,管道水泥接口极易变形,导致爆管,影响城市供水。对做好切开标志的铜川球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着做好的标志将铸管切开。碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 
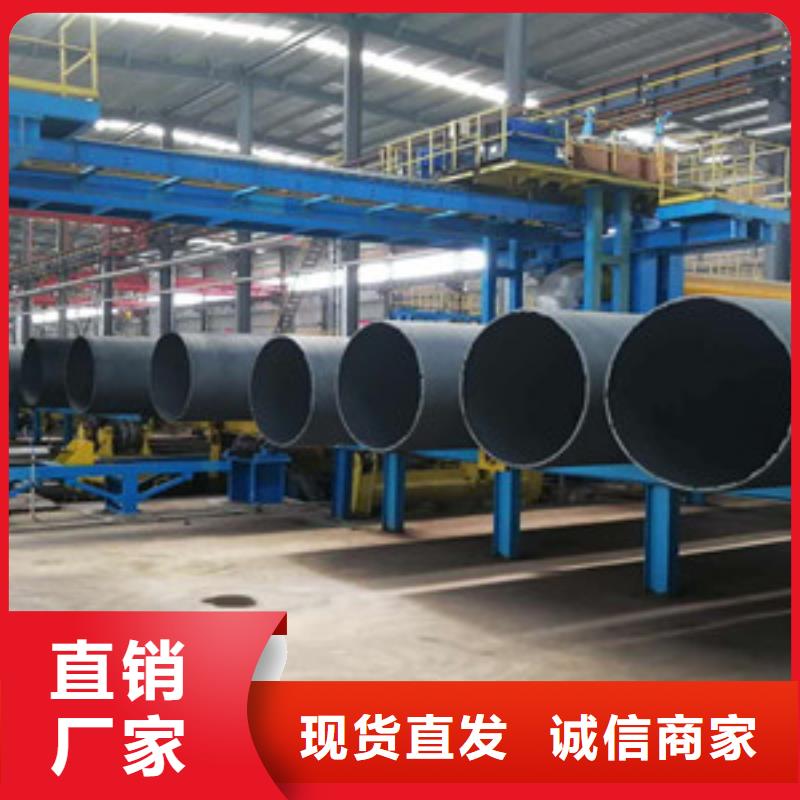
铜川球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 铜川球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径铜川球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的铜川球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。铜川球墨铸铁管管件规格型号不同、壁厚不同。